2022-08-16 11:33:55 行業(yè)新聞 相關(guān)tag: 液壓機(jī) 液壓系統(tǒng)
改造后的液壓機(jī)以油作為工作介質(zhì),采用plc控制、電液比例閥及二通插裝閥組成的液壓動(dòng)力傳動(dòng)系統(tǒng),可實(shí)現(xiàn)液流方向、流量及壓力的就地、遠(yuǎn)程控制,實(shí)現(xiàn)點(diǎn)動(dòng)調(diào)模、手動(dòng)和半自動(dòng)操作,在有液壓壓邊的條件下,拉伸d<2000mm的中厚板、薄板橢圓形標(biāo)準(zhǔn)封頭
在改造后的液壓機(jī)上,拉伸封頭的一次工作循環(huán)為;動(dòng)梁上行-上料-壓邊圈快速下行-工作缸充液-工作缸加壓-動(dòng)深回程-懸空停止
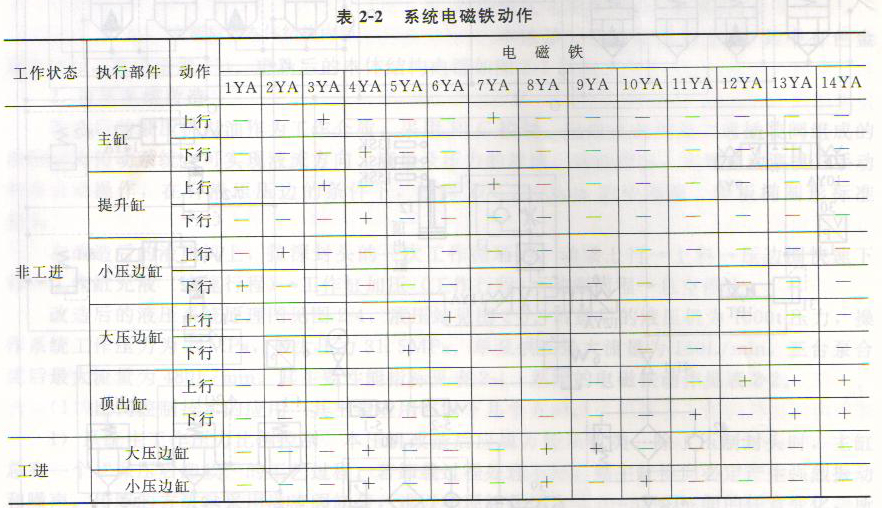
改造后的液壓系統(tǒng)原理圖見圖2-4,液壓站見圖2-5.改造后的液壓機(jī)為1000t壓力,操作系統(tǒng)工作壓力為21mpa,壓力31.5mpa。單泵供油流量為160l/min,三臺泵合流后的流量為480l/min。其主要性能指標(biāo)見表2-1。系統(tǒng)的電磁鐵動(dòng)作見表2-2
比例控制技術(shù)的應(yīng)用 其主要應(yīng)用在一下幾個(gè)方面
1.系統(tǒng)主工作壓力比例控制 本壓機(jī)改造后應(yīng)屬萬能壓機(jī)類。出來壓制封頭時(shí),主缸總有一個(gè)保壓后卸載的工藝過程。若卸載過程處理不好,則主缸換向必定產(chǎn)生強(qiáng)烈振動(dòng)和噪聲。傳統(tǒng)的方法是采用溢流閥卸荷,難以實(shí)現(xiàn)卸荷壓力從0-32mpa間的任意變化,所以卸荷的效果欠佳。而采用比例溢流閥則能滿足卸荷壓力在0-32mpa間的任意控制和調(diào)節(jié),再加上plc控制后,其卸荷功能會(huì)更好。
2.壓邊力比例控制技術(shù) 壓邊力是薄板零件成形過程中的一個(gè)重要工藝參數(shù)。壓邊力的主要作用是用來產(chǎn)生摩
擦阻力,以增加板料中的拉應(yīng)力、龍智材料的流動(dòng)、避免起皺。一般來說,壓邊力過小,無法有效地控制材料的流動(dòng)、板料很容易起皺;而壓邊力過大,雖然可以避免起皺,但拉破的趨勢會(huì)明顯增加