风机外壳成型液压机
风机外壳成型液压机常用吨位有630T、800T、1000T、1200T、1500T等,工作台尺寸常规的是 800mm×800mm,适合加工小型风机外壳;中型的 1200mm×1500mm,满足常规尺寸需求;大型的 2000mm×3000mm 及以上,可用于大型工业风机外壳的生产。
开口高度通常在 800 - 2000mm 之间。较大的开口高度方便模具的安装、拆卸以及大型工件的取放。行程范围从 500mm - 1500mm 不等。较小行程适用于浅壳类风机外壳,而较大行程可满足深腔复杂结构的成型需求。
采用精密的液压控制系统和导向装置,能确保风机外壳的尺寸公差控制在 ±0.5 - ±1mm 范围内,使外壳与内部风机组件完美匹配。
液压机的均匀施压使 FRP 材料在模具内均匀分布,成型后的风机外壳表面光滑、无气泡、无褶皱,提高了产品的美观度和耐用性。
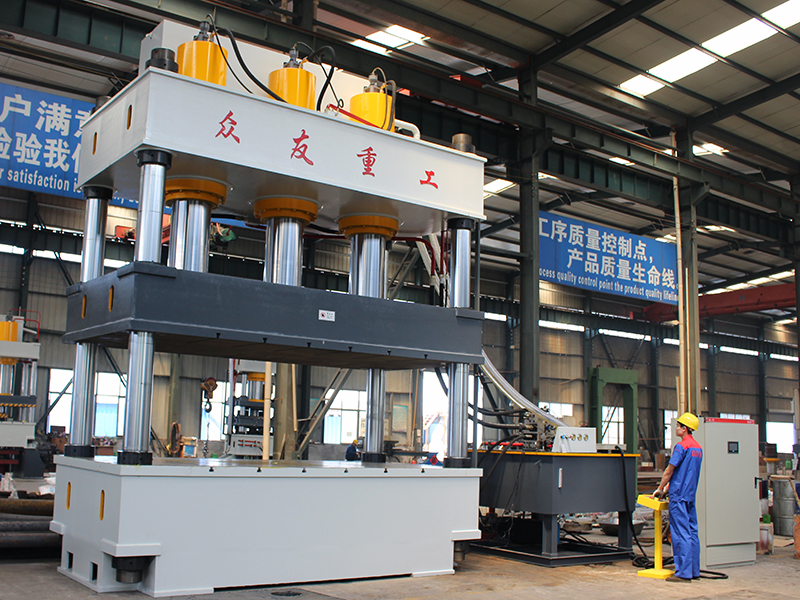

风机外壳成型液压机
液压机的均匀施压使 FRP 材料在模具内均匀分布,成型后的风机外壳表面光滑、无气泡、无褶皱,提高了产品的美观度和耐用性,由于成型过程中压力均匀且充足,使 FRP 材料的纤维得到充分浸渍和压实,从而提高了风机外壳的整体强度,能够承受风机运行过程中的各种应力。四柱结构稳定,导向精度高,适合于中小尺寸风机外壳的高精度成型,尤其是对尺寸精度要求较高的通风系统用风机;框架式结构刚性强、承载能力大,适用于大型、重型风机外壳的生产,如工业大型通风机、冷却塔风机等。
在工业通风领域,用于制造各种工业厂房的通风机外壳,保证通风效果的同时提高设备的可靠性;在空调设备制造中,为空调室外机和室内机的风机生产外壳,满足不同环境和功率的空调设备需求;在冷却塔领域,制造冷却塔专用风机外壳,确保冷却塔的高效运行和长期稳定。
机身采用高强度的钢板焊接或铸钢件,如 Q345 钢材。经过回火或振动时效处理,消除内应力,保证机身在长期高负荷运行下不变形,液压缸筒选用优质合金钢管,如 45 号钢调质处理后内壁进行镀铬处理,提高耐磨性;活塞采用高强度铝合金或合金钢,确保液压缸的密封性和可靠性,模具使用高强度、高硬度的模具钢,如 Cr12MoV 或 H13。经过淬火、回火等热处理工艺,使模具硬度达到 HRC55 - 60,保证模具在频繁的压制过程中不变形、不磨损。
我们为客户提供全面的设备操作和维护培训服务,欢迎客户到生产厂家进行实地考察,客户可以参观生产车间,了解风机外壳成型液压机的生产过程,可以与生产技术人员进行面对面的交流,深入了解设备的性能、特点和优势。
风机外壳成型的液压机工艺流程通常涵盖了从原材料准备、模具设计与制造、设备调试、压制成型、后处理以及质量检验等多个环节。
根据风机外壳的设计要求,选择合适的FRP(纤维增强塑料)材料,包括树脂、增强纤维(如玻璃纤维、碳纤维等)以及可能的填料和助剂;对增强纤维进行表面处理,以提高其与树脂的粘结力;确保树脂处于适宜的温度和粘度状态,便于混合和浇注。
压制成型的过程,首先在模具内铺设好预先准备好的FRP材料,包括树脂和增强纤维的混合物,启动液压机,使模具闭合,保持一定的压力和时间进行保压固化,以确保FRP外壳的强度和稳定性。
风机外壳固化后,打开模具并取出成品,对取出的FRP外壳进行必要的修整和打磨,以去除毛刺和不平整部分,进行钻孔、切割等后加工操作。
风机外壳成型液压机解决方案
采用精密伺服控制系统,确保模具在闭合过程中的位置精度达到微米级,有效避免了材料变形和尺寸偏差,为风机外壳的精确成型提供了坚实保障。
经验丰富,按需选配
山东众友重工设计生产的液压机从零部件直到成品出厂,都逐一经过严格的控制与检验。雄厚的实力,先进的技术设备,完善的检测手段,务实的工作作风,以及优秀的全程管理,构建了公司产品的优良品质

设备试机视频
山东众友重工风机(FRP)外壳成型液压机,融合了最新的液压传动与控制技术,实现了对FRP材料的高精度、高稳定性压制。






































